バルカナイズドファイバーの水濡れ特性
| バルカナイズドファイバーの水濡れ特性を膨張させる |
|---|
No1032 2023.09.30 |
||
バルカナイズドファイバーの気化漂泊 追加記載 2025.05.08 |
||
| 濡らして乾かすと状態の変化があります ハンドメイドにおける重要な技術資料となります。 |
||
 |
||
 |
 |
 |
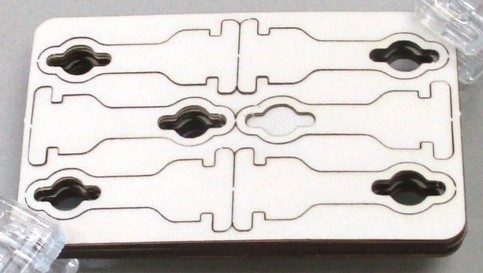
焼き切った状態の写真(乾燥状態) 斜め上からの写真 |
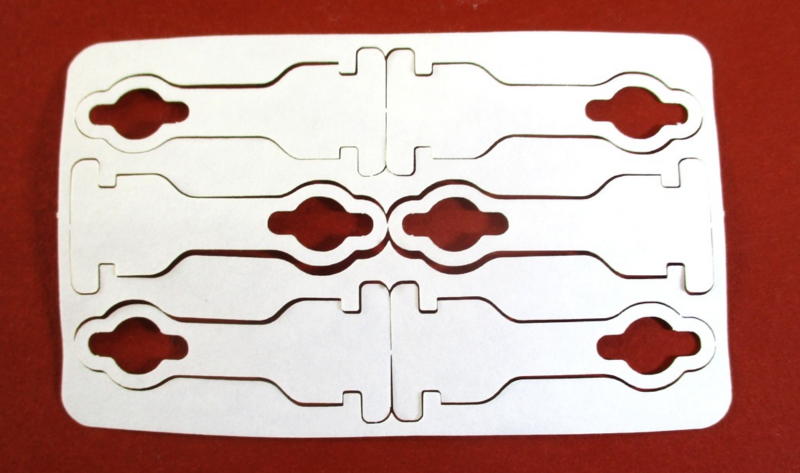
熱湯洗浄・漂白・水洗いの状態(濡れ状態) 斜め上からの写真 |
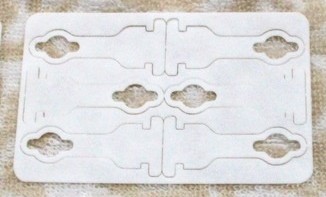
圧縮乾燥、皴伸ばしの状態(再乾燥状態) 真上からの写真 |
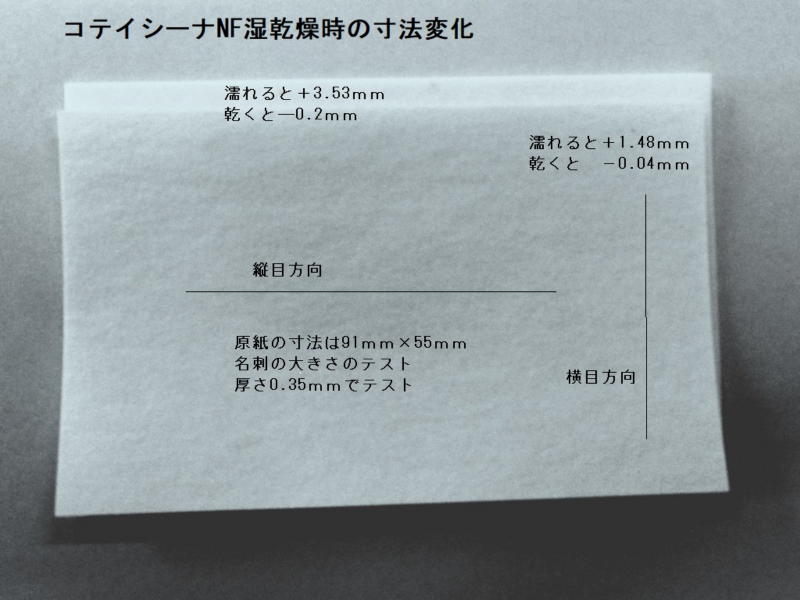
| コテイシーナNFを濡らして柔くしてハサミでも切れるようにした場合に状態の変化が見られました。 ※縦目方向には濡れると(+1.48mm)、乾くと(-0.04mm)でした。 約1.6%の伸びとなります。(初期値から) ※横目方向には濡れると(+3.53mm)、乾くと(-0.2mm)でした。 約6.4%の伸びがありました。(初期値から) 厚さ方向は横眼と同程度と思われます。 ※嵌め合い等で組み合わせる場合には最初からその分の補正が必要になります。 (Y方向に1.04程度の伸び倍率を掛けてカットをするようです) テストのサンプルは91×55×0.35mmの上記写真 設計の時点で伸び補正の倍率(寸法)を見込むようです。 数値的では無いんですが見た目と曲げてみると濡らし乾燥後では明らかに硬くなってまして曲げ戻りも強くなっております。 これはさらっと書いてはいますが結構使える性能ですね。 硬度を上げる、ヤング係数を変えるとなりますが・・・・・・・・・。 単純に密度が上がって性能が変わったとなりますかね? 金属等の焼き入れ焼きなましとは違いますね。 この現象を「コテイシーナの水締め」と命名します。 今度は洗濯用の柔軟剤を入れて濡らし乾燥をしてみますね。 ⇒やってみましたがさしたる変化は確認できませんでした。 かみ合わせ接合時や、穴をあけて棒を通すようなときには重要な注意項目となります。 ※注意事項があります。 コテイシーナNFでは縦目横目を重視しております。 曲げ強度にも影響があります。 長手方向に目が平行になるようにカットをしております。 上記を縦目カットとしております。(写真にある通りです) 加工時には必ず注意の上利用くださいね。 暴れ馬のような始末が悪い素材と言う事にはなりますが余りある利用価値もあります。 多品種少量生産には有力な機能で難易度を超えると思われます。 ※ハンドメイドでは濡らして柔らかくしハサミやカッターで所定の形にカットし 以降乾燥させて硬くする手法の情報提供です。 |
||
| 追加記載 2026.02.09 | ||
| 柔い硬いと言えど何だか解らん世界でもありますので硬度計を使って 測定した情報を提示します。 |
||
 |
 |
硬度計はOBST製 0〜100で表示 ゴムタイヤ等の測定用 テスト材の仕様 バルカナイズド ファイバー 寸法:0.8×91×55 ベース:ガラス面上 |
乾燥状態の写真数値 概ね硬度100を示す |
湿潤状態の写真数値 概ね硬度50を示す。 |
|
| 湿潤状態とは水に漬け込み1時間後取り出して表面水を拭き取った状態で測定。 | ||
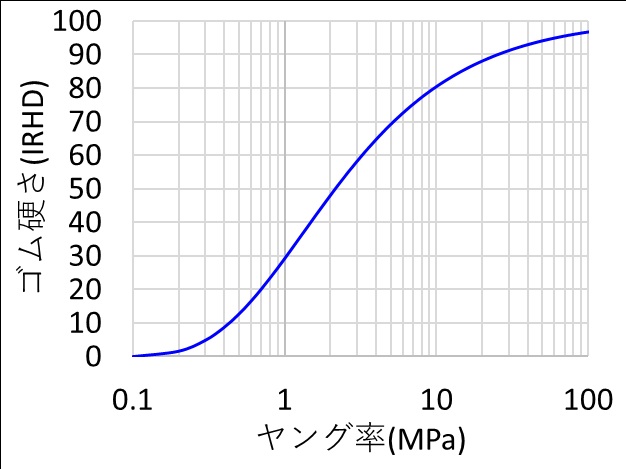 |
硬度と曲げの強さとは相関関係が有ります。 左写真の表を参考にして頂けば幸いです 手に持って曲げて見た感覚と併用にはなりますが・・・。 この写真はネット情報から引用させて頂きました。 「硬度とヤング係数の相関関係」 |
|
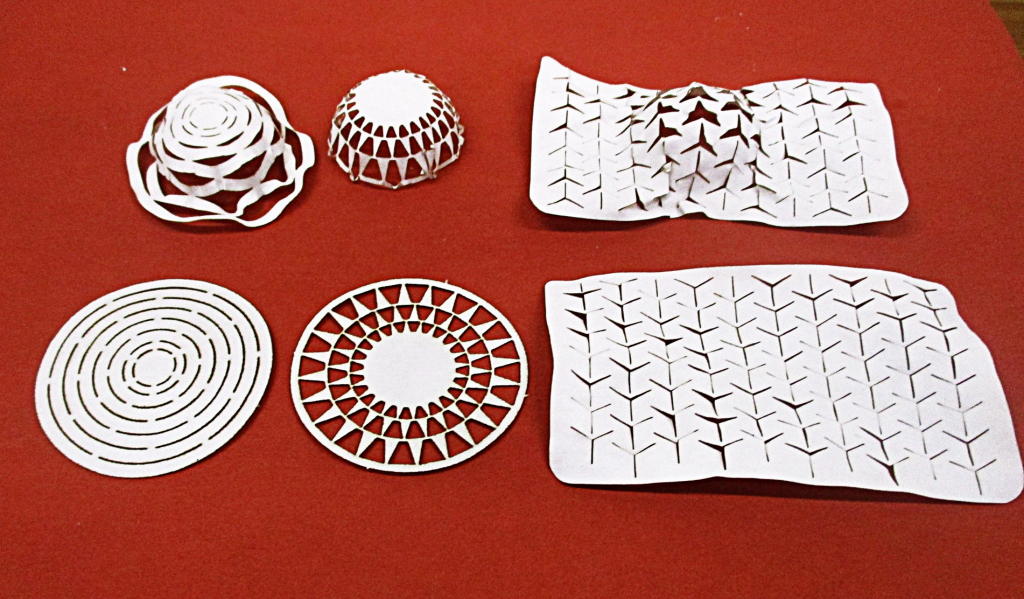
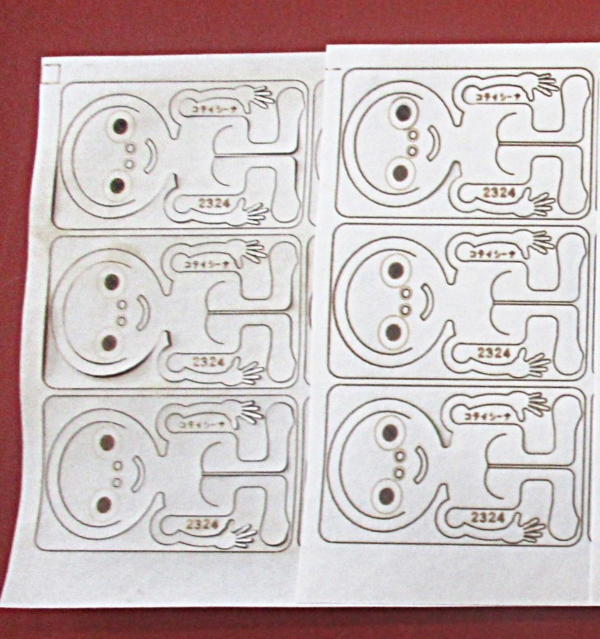
| オモシロ図形とオモシロ変形の事例 | ||
 |
||
| 一枚の紙を切り込みを入れて半球形を作ってみました。 それぞれに一理は有る訳ですが濡らして曲げて球に押し付けて作ってます。 見た目は伸びて作っているようには見えますが実は縮めて作っているんですね。 持ち堪えるだけの強さが必要なんです、バルカナイズドファイバーにその耐力が有るとなります。 写真の下の段は切り込み図形、上の段は変形図形となります。 水分を含ませ柔らかくして変形、乾燥させて硬くして定着という工程になります。 |
||
| 追加記載終わり | ||
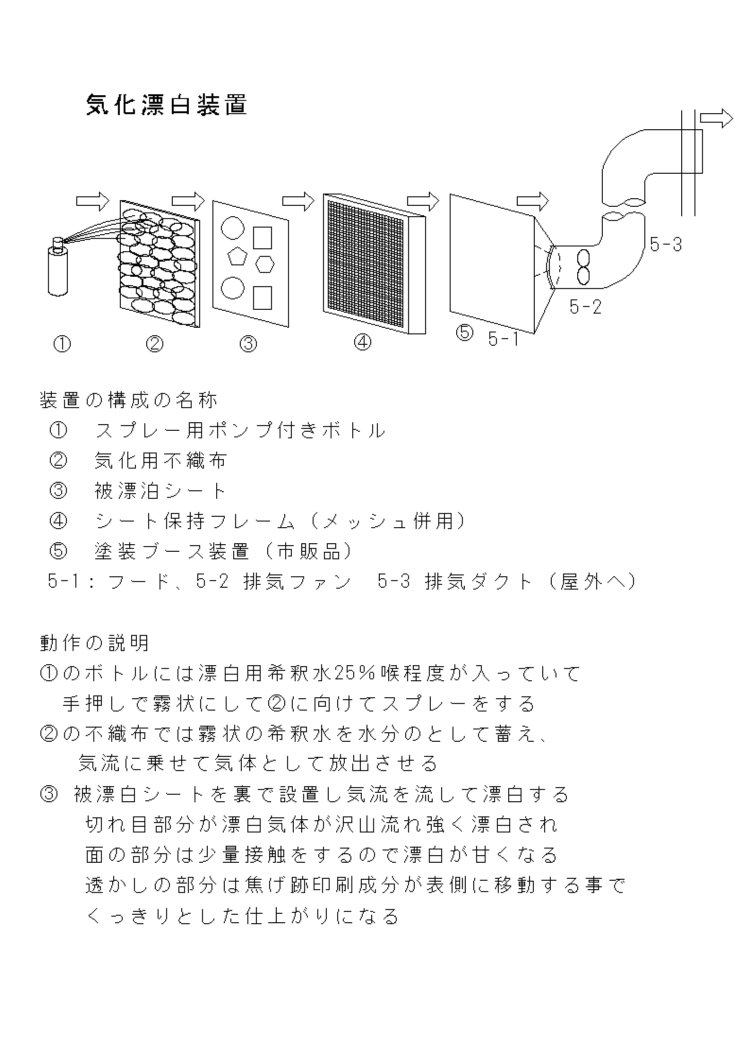
| バルカナイズドファイバーの気化漂泊の報告 | ||
| バルカナイズドハイバーを水につけてしまうと上段に書いてあるように歪みと撓みが出て暴れ状態が止まらないです、それを緩和するために微量の水分をバルカナイズドファイバーに均等に含ませる方式とその装置を作りました。 | ||
| 気化漂泊と言う新しい概念の構築です。 焼き印刷を定着させると言うのは今までにない概念です。 |
||
 |
||
 |
 |
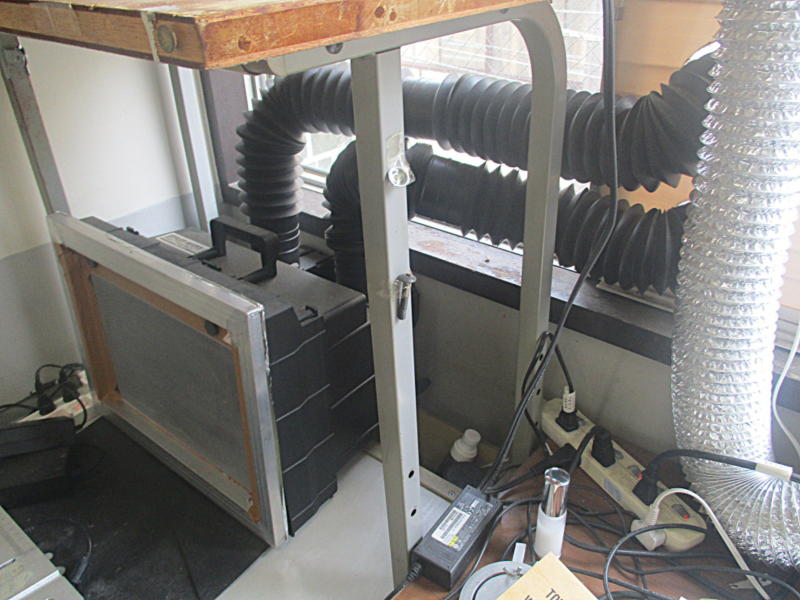 |
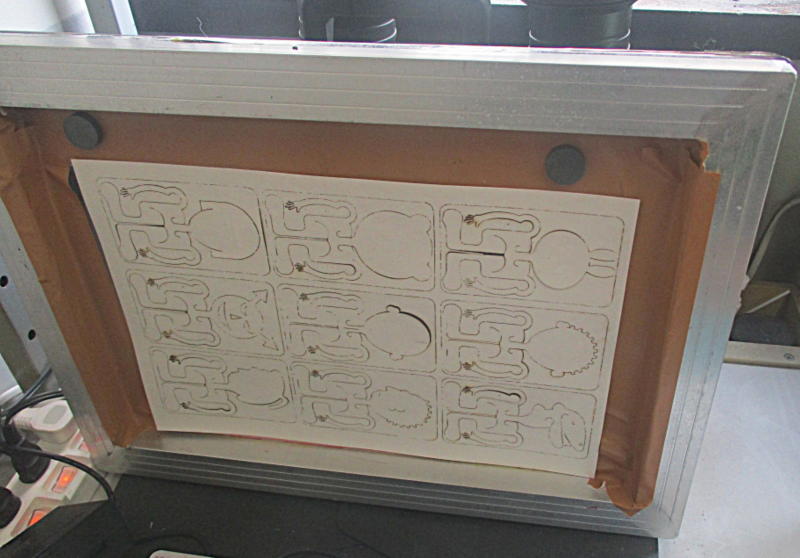
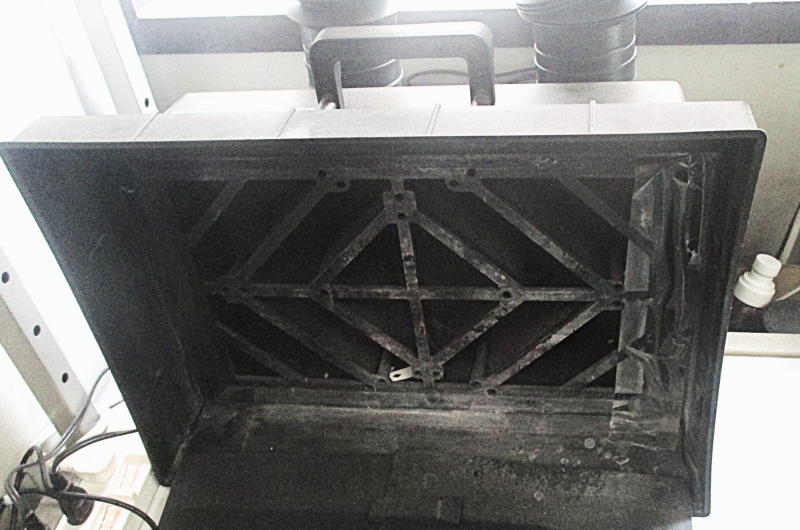
| 気化漂泊の実施中の写真 | 裏面からの吸引設置 | 装置全体の写真 |
 |
 |
|
| 塗装ブースの写真 | 表から漂白と裏からの漂白の違いの写真 | |
| ※焼き印刷を定着させると言うのは今までにない概念です。 | ||
| インデックスに戻る | ||