�b���ƋL�^
�H�c�ł̒b��C�s
�@
�@�Q�O�O�R�N�W���Q�O���`�Q�Q��
�@�W�����ɃA�b�v�������̂̏Ă������ł��B
�@�C�s�����Ă����������b�艮����̈˗�������A���e����������Ă��������܂����B
�i2003.09.25.�j
��P����
�@�W���P�U������P�X���܂ł̐{���ł̒b���Ƃ�������A���̑��ŏH�c�� �f����
�w�m���쏊�x
�ɒb��̏C�s�ɍs���܂����B�{��삩��͂S�Q�O�����ʂł��B�U���Ԃƌ��ς����Čߌ�Q���ɂ��f������|��`���Ă���܂����B
�@���k���u�����o�`�v�t�߂ŏՓˎ��̂�����A���h�b�`����h�b�Ԃ��ʍs�~�߂ƂȂ�A�Q�Ă܂����E�E�E�B���h�b�ł̖�P�����̏o���a�ɂR�O���߂��҂��Ă���ƁA�o���܂łR�O�O���Ƃ������Œʍs�~�߉����ƂȂ�A���b�L�[�ł����B
�@�{�����o��Ƃ��͉J�ł������A�k�シ��ɂ�Đ�����悤�ɂȂ�A�v���Ԃ�̐���ԂɂȂ��E�L�E�L������̂������܂����B
�@�f���ɂ͌ߌ�P���S�T���ɓ����A�m�N
�i�F���̋߂�w�Z�̑��Ɛ��j
�Ɖ���Ƃ��o���܂����B����͎t��t�]�A�ꂩ��b���Ƃ������Ă����������ƂɂȂ�܂��B�u�搶�v�Ƃ͌���Ȃ��悤�Ɂu�F����v�ƌĂ�ł��炤�悤�ɂ܂����B
�@�f���͔��ɐÂ��Ȓ��ł����B�؍ސ��Y������Ȓ��������悤�ł��B�����āA�鉺���B�����Q�E�T�E�V�E�O�̕t�����ɒ��s�������łT�O�O�N�̗��j�����邻���ł����A�l���͌��葱���Ă��邻���ł��B�P�O�N�O�Q�T�O�O�O�l�������������݂ł͂P�R�O�O�O�l�ʂƂ����b���܂����B�b�艮�̒��f���͍��̘͐̂b�ŁA���݂͂m�N�̏��ƁA�����P���L�邾���������ł��B
�@�D���ȕ��͂����ɖڂɓ���܂��B������������ă��N���N���܂����B
�@�m�N�͌F�����V�C�̎��̂S�N���ł����B�����ĕs�v�c�Ȃ��ƂɁA���w�͌F���̃��C�t���߂�w�Z�ɁE�E�E�B�s�v�c�ȉ��ł��B�@�@���Ƃ��Ǝ����ԊJ���̎d��������Ă����̂ł����A�b�艮�ɓ]�g����܂����B
�@�u�|���Ƃ��������̂ł����E�E�E�v�ƁA�����Ă��܂������A�����̍�i���Ȋw�I�ɔ��f���邽�߁A�����������őg�D�̏�Ԃ�������A�d�x������E�Y�w�̌����Ȃǂ�������f�[�^������Ƃ���Ă��܂��B�܂��A�S���̒b�艮�����������s��ς�ł��܂��B
�@�i�C�t�̃t�@���̕��̓i�C�t���W�ߎg��Ȃ��Ŏ���Ă���������������Ⴂ�܂����A�m�N�̐��i�͗D�������p�ɍ��킹�����̂ŁA���L�����v�A�d���Ŏg���������̑����̏����W�߂āA����ɍ��킹�����i�����o���Ă��܂��B�g���ɂ͈ꐡ���������Ȃ����ȁH�Ǝv�����炢�Y��ȕ��ł����A�u�o���o���g���Ďg�����炵�Ă��炢����
�I�I
�v�Ƃ����̂��ނ̍l�����ł����B�ł�����A�n�[�h�Ɏg���Ă��ʖڂɂȂ�Ȃ���������Ă��܂��B
�@
���쏊�̑O�Ɍ�����̂ǂ��Ȍi�F
�s ���肢 �� �m�F �t
�@���ꂩ��L�q���邱�Ƃ́A�m�N����K���������������Ȃ�ɉ��߂��ď������̂ł��B���̑S�Ă̕��ӂ͌F���ɂ���܂��B���ɁA
���x�̋L�q�A�ΐF�̐}
�ɂ��Ă͐��m�ɉΐF������Z������܂��A���x�v�������Ă���킯�ł�����܂���A�����܂Ŗڈ��ł����āA���̂��̃Y�o���̉��x���s���Ă���킯�ł͂���܂���B�F������Ƃ̒��Ō��Ċ����A���܂ł̕��A���ɍK�����璸�������x�\�����Ƃɂ��Ď������̂ł��B�����͌o���Ɗ����K�v�ȕ����ł����āA�F���͈�̊�Ƃ������A���̏�̗l�q�����Ă����������߂ɎQ�l�ƂȂ�悤�ɉ��x�ƉΐF�̐}���������Ă��炢�܂��B�ΐF�̐}�̓p�\�R���ŕ\������̂͂قƂ�Ǖs�\�ɋ߂��ł����E�E�E�E�B
�@�܂��A�m�N���畷�����b�͂ł��邾�����m������������ł����A�j���A���X�̎��Ⴆ�ȂǗL�邩������܂���B
�@
���ꂩ��̋L�q�́A�����܂ŌF���̉��߂ɂ��L�q�ł����āA�m���쏊�ɂ͂��������ӔC�͂����
����B���s�R�ȓ_�₲����͌F���̕��ɂ��������B
�y �b�@�� �z
�@����������ƒ��ɒ��ւ��A��ƊJ�n�ł��B�b���Ƃ̑S�H���������Ă��������̂ŁA�܂��͌��w�w�K�Ǝv���Ă����Ƃ���A
�u�ł́A�b�ڂ����Ă݂Ă��������B�v
�ƌ����A���X�Q�Ă܂����B��������Ă���悤�ɂ������̂ł����A�Ώ��̗l�q���Ⴄ���A�����Ă̍�Ƃł����A�X�v�����O�n���}�[�̎g�������������Ȃ����A�܂��Ă�قڊ��S�ɎՌ����Ă̍�ƁA��肪�悭������Ȃ��E�E�E�E�B�h�L�h�L���ł����B
�@����͔����Q�����g���āA�R�����̃i�C�t������Ƃ�̌����鎖�ɂȂ�܂��B
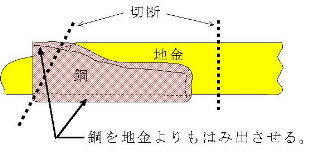
�@�P��ځA���M��|�������b�ڎ��s�A�Q��ځA��O���̉��M�s���ŁA���q���ɒb�ڕs�������B�����Ŗ͔͉��Z�����Ă����������ƂɂȂ�܂����B�b�ڂ̗v�̂́A
�@�@���M�����n���A�|�ɏo���邾�����ՂȂ������b�ڍ܂��܂��B
�A�@�n���̍|��n�����P�`�Qmm���x�o���A���摤�㕔�������o�銴���ɒu���B�u������|��������
�@�n�V�ł����Ɖ������A�E��̃n�V�Œn���E�|�������������A�Ώ��ɐÂ��ɓ����B
�B�@���M�͂������Ƒf�ނ̐c�܂ʼn��M�����悤�ɂ��āA�b�ډ��x�Ɏ����Ă����B�b�ډ��x�ɂ���̂�
�@�����
�I�I
�C�@�b�ډ��x�ɏグ�Ă����r���ŁA�n���}�[�Ŗ{���Ɍy���A�������A�A�����ĉ�����������悤�ɁA����
�@�l������������Ɖ��t��������B���̎��|�������Ȃ��悤�ɒ��ӂ���B�����Ă�����x�Ώ��ɂ��ǂ��B
�D�@�b�ډ��x
�قǂ̉ΐF�ɂ�����A��O���̒[����A��Ɍ������Ē@���A���̌�͍|�̉����@
�@�ł悤�ɒb�ڂ���B
�@�@�����ŁA�e����`�̒b�ڗp�n���}�[���g���Ă��܂����B�Ɠ��̌`������Ă��āA�z��N�͕s�v�c�@
�@�Ƃ��̌`���g���₷�������ł��B�ʂ��_�ŐڐG����悤�ɂ��āA�͂��W������Ȃ������ł��B���ʂ́@
�@�n���}�[���g���Ă������ɂ��̌`�ɂȂ������A���̌`�ɐ��`�����̂��͕�����Ȃ��Ƙb����Ă��܂���
�@���A�n���}�[�̎�O���̖ʂŒ@���b�ڂ���ƌ������Ƃł����B
�E�@�b�ڏo�����Ƃ���ŃX�v�����O�n���}�[�ōX�Ɋm���ɕt���Ēb�ڊ����B�f�ނ���莩�R��p��
�@�܂��B
�@�����܂ł̍�Ƃ���C�ɍs���A���ɖ{�t���̍�Ƃ͂P�x�ł��܂���K�v������Ƃ����܂����B�m�N�������T�C�Y�œ����悤�ȕ�������č�Ƃ̃C���n�������Ă���邱�ƂɂȂ�܂����B
�@�F���̒Ȏg���́u��������E��������v�����ɂȂ��Ă���Ǝw�E���܂����B��������߂Ȃ���E�E�E�E�B
�@�m�N�̏��̉Ώ��͍K�����O���ō���Ă����������Ώ��Ɗ�{�I�ɂ͓����ŁA��ʂɋ�C�������A�����ɑ������āA���̏�ʂ̌������̓S����R�[�N�X�ɋ�C�𑗂�悤�ɂȂ��Ă��܂����B���ʒ��߂̓C���o�[�^�[���g���āA�_�C�����Œ��߂���悤�ɂȂ��Ă��܂����B
�@��Ə�̐^�ɉΏ����\�����Ă��āA�E���ɋ��~�A�w�ʂɃX�v�����O�n���}�[�Q�@�A����ɃO���C���_�[�ނ��u����A��Ƃ��₷���悤�ɂȂ��Ă��܂����B�F�����H�[���~������
�I�I
�y �J�C�T�L��� �z
�@�b�ڂ��I���A��p���ꂽ���̂̃J�C�T�L�i�L��j���f�B�X�N�O���C���_�[�Œ��J�Ɏ��܂��B��������b�ڂ���Ă���A�J�C�T�L�����͂����ɏ�����̂ł����A���̍�i�͂Ȃ��Ȃ������͂����܂���ł����B
�@�J�C�T�L����������̂��Ώ��ɓ���āA
�̉ΐF
�i�X�O�O�x���Έʁj
����
�̉ΐF
�i�V�O�O�x�㔼�ʁj
�i���x�͂����܂Ŗڈ��ł��j�ƁA���x�������Ȃ���b���E���^�����邱�ƂɂȂ�܂��B�Ƃɂ����A�O�̉��x�������̍�Ƃł͉��̉��x���˂���Ă����Ƃ������Ƃ������܂����B
�@�b������
�̉ΐF
�i�X�O�O�x�O��ʁj
�ō�Ƃ��܂����A�قڐ��`�����i�K�ł́A����
�̉ΐF
�i�W
�O�O�x���Έʁj
����
�̉ΐF
�i�V�O�O�x�㔼�ʁj
�̒i�K�I�ȉ��x�Ǘ������Ȃ���u��炵�ł��v�����Ă������ƂɂȂ�܂��B�����āA�P��p���邱�Ƃőg�D����������āA�d���ƔS������������ł��B
�@
�����Ɏ��������x�́A�����܂Ŗڈ��ł�����A���ۂ̉ΐF���m�F���Ă����܂��B����ɂ͌o�����K�v�ł��B
�y �b�@�� �z
�@���āA�b���ł��B�J�C�T�L����������̂��Ώ��ɓ���
�قǂ̐F����
�i�X�O�O�x���Έʁj
�ɐc�܂ʼn��M���܂��B�����ɐ����܂������āA�n���}�[�ɂ�����t���Đ����C�������N�����A�_���疌�𗎂Ƃ��A�܂��͒��q�����̐��`�����܂����B
�@�����āA�Ώ��ɓ���
�̉ΐF
�i�X�O�O�x�O��ʁj
�ɐc�܂ʼn��M���A���敔���̐��`�����܂��B�����āA�����A�����A���𐮂��Ă����܂��B
�@�X�v�����O�n���}�[�����邩���C�ɒb������Ă����܂����A�F���̏ꍇ�u��n���}�[�v�����ł�����A���̍�Ƃ͂Q�`�R�x�ŏo����㕨�ł͂���܂���B
�̉ΐF
�i�X�O�O�x�O��ʁj
���ێ����āA�`�����o�����ƂɂȂ�킯�ł��B���������߂ɁA�n���𔖂߂ɒb�����܂��B
�@����A�u���ł��v�����Ď_���疌�����Ȃ����Ƃ��Ă����܂��B
�@�v���`���o�����i�K�Ŏ��R��p���܂��B
�y ��炵�ł� �z
�@���悢�扷�x�������Ắu��炵�ł��v�����鎖�ɂȂ�܂��B
�@��炵�ł��̊̐S�ȂƂ���͉��x�Ǘ��A�Ƃɂ����O�̍�Ƃ������x���グ�Ȃ����ƁA�����グ�Ă��܂����ꍇ�́A���̉��x�ɖ߂��Ƃ����������ƂɂȂ�܂��B���x��������킯�ł�����ΐF��ǂ����Ȃ���Ȃ�܂���B�ܘ_�Ռ����Ă̍�Ƃł��B
�@
�قǂ̉ΐF
�i�W�O�O�x���Έʁj
�ɐc�܂ʼn��M�A���ł����Ȃ���A�����̋Ȗʂ𗘗p���Ȃ��痠�����̌`�𐮂��Ă����܂��B�����āA���R��p�B
�@����
�قǂ̉ΐF
�i�W�O�O�x�ʁj
�ɐc�܂ʼn��M���A�������ʓ��̐��`�����܂��B�����āA���R��p�B
�@������
�قǂ̉ΐF
�i�V�O�O�x�㔼�ʁj
�ɐc�܂ʼn��M���A���l�ɐ��`���āA���R��p�B
�@���x�������Đ��`���A���R��p���鎖�ŁA�Z�����^�C�g�̐�����h���A�g�D����������鎖���o���邻���ł��B���̂��Ƃ͉��x���b�艮�̃r�f�I�ɓo�ꂵ�Ă��āA���Ă��܂������A�E�l����̘r�̌������ł����āA�F���ɂ͂ƂĂ��o���Ȃ��Ǝv���Ă��܂����B�ł��A���x�\�ʼnΐF���o���A�Ƃɂ����ΐF��O����������čs�����Ƃ͉��Ƃ��o�������ȋC�����Ă��܂����B��͂��ꂩ��̌o���ł��B
�@�ΐF������Ȃ�ĊȒP�ɏ����Ă��܂����A����͖{���Ɍo�������̂��������ƂŁA�F���̂悤�ȋ삯�o���b���Ɛl�ɂ͕��͋C�𖡂키�����̂��Ƃ�������܂���B�}�Ŏ������ΐF�͂��̂��̂ł͂���܂��A��̎Q�l�ɂ��Ă���������Ǝv���܂��B�F���̂�����҂�̌o���ł͏����Ă͂����Ȃ����ƂȂ̂�������܂���E�E�E�E�B
�y �Ă��݂� �z
�@���ɁA�����|�̏Ă��݂��œK���x �̉ΐF�܂ʼn��M���܂��B���敔�����I�[�o�[�q�[�g���₷���̂ŁA���q�������߂ɉ��M����悤�ɂ��āA�S�̂��ψ�ɉ��M�����悤�ɂ��������t�銴���ʼn��M���āA�m�D�̒��ɓ���ďĂ��݂������܂��B�m�D�͗ǂ����������ċ�C���܂܂��A�l���ɕۉ��p���낭�炢�̉��M�����S���������݁A���̒����ɏĂ��݂������镨�����܂����B
�@�P���ڂ̍�Ƃ͂����܂łł����B
�@���q���r���ɋȂ��ăn�V�Ŏ�舵�����₷���Ȃ�悤�ɂ��鎖�A���q�����ŏ��ɉ��M���銴���ŁA�S�̂��ψ�ɉ��M���鎖�A�W�T�O�x�Ƃ��W�O�O�x�Ƃ����͖̂ڈ��ł����āA�����܂ʼnΐF���m���߂�Ƃ�i�߂鎖�ȂǁA��R�����Ă��炢�܂����B���͂ŕ\���d�l�̂Ȃ����̂������̂ŁA��͂�w���҂̉��A�̌�����K�v����������P���ڂł����B
�e����`�̒b�ڗp�n���}�[�̐}
��`�ł��̂ŁE�E�E�E�@����Ȋ����̃n���}�[�ł����B
��Ǝ��ɒ��q�����̂悤�ɂr�̎��ɋȂ���
���̎ʐ^�͏Ă����ꎞ�̕��A
�@�@�@�@���悪��������悤�ɋȂ��Ă���
�@�@�@�@�@ �ʏ�̓n�V�ŋ���ł܂������ɂȂ�悤�ɂ���B
�@�P���ڂ̖�A�m�N�̏Ă�����p�̐�������ł����˂̂��鋏��������
�u�������v
�Ɉ��݂ɍs���܂����B�����̃I���W����͂ƂĂ��ʔ������ŁA�����ł����Ȃ��邱�Ƃ���b�������āA�y�����ꎞ���߂����܂����B�ܘ_�A�f���̎������\�����̂͏����K�v���Ȃ��ł��ˁE�E�E�B
�@�I���W����ɍŏI���ɋ��������������ɂȂ邱�ƁA�V�������o���炻��𑗂��ĉ�����Ƃ������b�ɂȂ��āA�ǂ��o�������������ȂƎv���܂��B
�@�m�N�̉Ƃɖ߂��āA���܂ō���Ă�����i�����Ă��炢�܂����B�����āA���ꂪ���������Ƃ�A�|�̗l�q�Ȃǂ����Ă��炢�A��͂艷�x�Ǘ����s�\���Ȃ��Ƃɂ���ċN���鎖�ł��邱�Ƃ��w�E���Ă��炢�܂����B
�u���s���낵�Ȃ��炱���܂ō�邱�Ƃ͐������Ƃł�
�I
�v
�ƁA�����ĖႦ���̂͂ƂĂ�����������ł��B�ł��A����̏C�s�ŃO�O�O�`�`�`���ƃp���[�A�b�v���āA�X�ɗǂ��������܂���
�I�I
�@�R�I���M�̖������Ȃ���A�Ă̏I���������Ȃ��珰�ɂ��܂����B
��Q����
�y ������ �z
�@�Ă��݂����I���������O���C���_�[�Ŏ_���疌�����A����Ȃǂ̏C�������āA�����̎v���X�^�C�����r�������A������̂悤�ȓ���ł��������̌`���o���܂��B�F���̓O���C���_�[�����Ő��^���邱�ƂɂȂ�킯�ł��B�S������R�o���
�I
�@���������̂��O���C���_�[�Ő��^���A�X�v�����O�n���}�[�̋��~�������ʖʂɂȂ��Ă��镨�ŗ����������𐮂��܂��B���ꂾ�����Y��ɗ������������Ă���̂ɂ͋����܂����B
�@�n�������ɃZ�����|���A�ʂ𐮂��āA����͒Ȗڂ����邱�Ƃɂ��āA�m�N�̓X�v�����O�n���}�[�łP�l�ō�Ƃ���܂������A�܂����ݍ��݉�����������Ȃ��F���́A�m�N�̃n���}�[��U�艺�낵�Ă��炢�A�Ȗڂ�t���܂����B
�@�����āA�|���ɖ���ł����݂܂��B
�@����ł�����A�������ʂ��y���O���C���_�[�ł��炤�悤�ɂ��āi�ʂ��r�炵�j�A���悢��Ă�����ł��B���̒i�K����͎��C���ցA�R��Ȃǂ��V�������ɂ��ĐT�d�������܂����B
�@�Ă��n�y�́A�m�N���e�����璸�����̂̕Ǔy�Ɠu�̕����g���܂����B
�@���̒i�K�ŏĂ�����p�̈�ː��ɕX�����x���Ǘ������Ƃ����܂����B���ɁA�����̏ꍇ�͉��x�Ǘ�����������ł��B
�@���N�͂W���ł��C�����オ�炸�A�Ă̖����܂H�ɂȂ����Ⴄ�̂��Ǝv���悤�ȋC��ł͂���܂����A�Ώ��̉��͏������Ə������ƁA����傫�ȕX�𐅂ɕ����ׁA���x�̊Ǘ�������킯�ŁA�b���Ƃ̑�ς��𖡂킢�܂����B�܂��Ă�A������ߐ�A�Ռ����Ă̍�Ƃł�����E�E�E�E�B�_�N�g���瑗���Ă���O�̐V�N�ȋ�C�ŁA�����q�������ł����B
�@�����̓R�[�N�X�ł͂Ȃ����Y���g���Ă̏Ă�����ł��B�g������Ă��邹����������҂�z�b�Ƃ�������������܂����B
�@���тŏĂ��n�y�𔖂����ՂȂ��h��Ă�����ɓ���܂����A�����̖{�ԑO�ɂQ�{�p�������ɂ��镨���g���ė��K�����Ă��炢�܂����B
�@�|�ʂ���ɂ��āA�t��悤�ɏĂ��n�y���������A���q�����ɒg�߁A�S�̂����x�ɂȂ�悤�ɐ��敔���̓I�[�o�[�q�[�g�������Ȃ̂ōאS�̒��ӂ��Ȃ���Ă����ꉷ�x�Ɏ����Ă����܂��B���͎��ɕt���Ȃ��Ȃ�A���ꂪ�ϑԓ_�ɒB�����ł��B���̉��x���L�[�v���邱�Ɛ����ԁA�Ă����ꐅ�ɕ����������܂����A����钼�O��ċz�u���āA��C�ɓ���܂��B���ꂽ�琅���悤�ɏc�ɓ������A�O�u�O�u�E�E�E�Ƃ������������܂�������o�܂��B
�@���K�̂P�{�ڂŐ��̒��ŗh����Ƃ��ɐ��悪������o�Ă��܂��܂����B���ʂ͂͂�����ƃ����Ƃ��Č���܂����B�ǂ����s�������Ǝv���Ă��܂��B
�@�{�Ԃْ͋����܂������A�Q�{���K���܂������炿����Ɨ�ÂɂȂꂽ�Ǝv���܂��B�S�̂��ψ�ɏĂ����ꉷ�x�܂Ŏ����čs�����Ǝv���܂��B�Аn�̕���������킯�Ŏ��ȗ��̍�Ƃł̓O�[���ƏĂ����肪�o��̂ł����A�w�Ǐo�Ȃ��ł��B�u���x�Ǘ����������Ƃ��Ă������Ȃɂ���͏o�Ȃ��ł���B�v�Ƃ̎��ł����B�b�ځE�b���E�Ă��݂��E�Ă�����A���ꂼ��ɉ��x�Ǘ����邱�Ƃ̑����m��܂����B
�y �Ă��߂� �z
�@�����āA�Ă��߂��A�u��Ă��v�ɂ����@�ƁA�u�����Ƌ����ʊȒP�ɂ��Ă��ł���
�I�I
�v�Ƃ����Q�̕��@���s���܂����B�{�ԕ��͌�ҁA�Ă�������K�p�̕��Łu��Ă��v���s���܂����B
�@���̋�Ă��̎��́A�܂��|���̎_���疌�𗎂Ƃ��A�����𖾂邭���āA�����ȐF���̕ω������܂����B��������t�ł͕\������܂��A�������������o���Ă݂āA��[�������M���₷�����Ƃ��[���ɔz�����Ȃ���A�F�����Ďd�グ�܂��B�_���疌�𗎂Ƃ��Ȃ��ꍇ�́A���H�𗎂Ƃ��A���̓��������邱�Ƃ������Ă��炢�܂����B
�@�����Ƌ����ȒP�ȕ��@�Ƃ����̂́A�u�\���g�܁v���g���A�d�C�F�ʼn��x���ێ����镨�ł����B�\���g�܂𗎂Ƃ����߂ɂ͂������g���܂����B
�@����́A�m�N�͐n���𔖖ڂɂ��邾���ŁA�n�t�������₷�����邽�߂̃n���}�[�͓���܂���ł����B�ł�����������̂��Đn����ł��o���܂������ɂ���悤�ȍ�Ƃ͂��܂���ł����B���R�̈�Ƃ��āA���x�̏オ����Ƀ������o��\���������Ȃ邽�߂Ƃ̂��Ƃł����B�i�ܘ_�A�n�̕��������炩���ߔ������č�Ƃ��邱�Ƃ����邻���ł��B�j
�m���ɂ����ł��B�����A�Ă������ɃO���C���_�[�Ɋ|����̂͂ǂ�ȕ����H�Ǝ��₷��ƁA�M������͍אS�̒��ӂ��K�v�ł����A���x���グ�Ȃ��悤�ɂ��Ċ|����Ηǂ��Ƃ������Ƃł����B�d�x�������̑�������Ă̌��t�ł�����A�F�������̂悤�ɍ�Ƃ����Ă������Ǝv���܂��B�ł��A��]�����R���g���[���ł��鐅���]�u���Ȃ��Ɠ�����Ƃł��傤�ˁE�E�E�E�B
�y �b�ځE�Ă����ꎞ�̃|�C���g �z
�@���̎��̘b�ŁA�b�ځE�Ă�����͉Ώ����[���ɒg�܂�����Ԃōs�����Ƃ���ŁA�Ώ��̏㕔�Ƀ����K�Ȃǂ�u���A�ۉ����ʂ��グ�Ă����Ɨǂ��ƌ������Ƃł����B
�@�m�N�̏C�Ǝ���A��Ƃ̏I���ɐe�����u�����̕��̍|�t�����s���Ă����悤��
�I�I
�v�ƁA�����������ł��B�ł��A�������悢�Ǝv�����̂܂܂ɂ�����A�����A����ꂽ�b�����Ă���܂����B���̎��A�Ώ����[���ɒg�܂��Ă���Œb�ڂ�����K�v�����邱�Ƃ�m�����Ƙb���Ă���܂����B�F�������ꂩ�炱�̂��Ƃ����H�������Ǝv���Ă��܂��B
�@�Q���ڂ͌ߑO���Ō�ɏĂ�����A�Ă��߂����I�����܂����B
�@�ߌ�͂m�N�̖{�Ƃ����w���K�ł��B���U�[�N���t�g�p�́u�v��v�̐�����A����̍�Ƃ̕��K�Ƃ��Č����Ă��������܂����B�����Ƃ����ԂɂP�O�{�̕���d�グ�Ă����l�q�����ċ����܂����B�b�ڂ̎菇���T�邱�Ƃ��o���A�܂��A�u��炵�ł��v�̉��x�Ǘ����P�O�邱�Ƃ��o���A�L�Ӌ`�ł����B
�@��͒b�艮�r�f�I�����܂����B����܂��y�����ꎞ�ł����B
��R����
�y �n�t�� �z
�@�����Ƃ����Ԃ̂R���ԁA�����͐n�t���A�����̊w�K�ł��B
�@�u�F����A�i�C�t�̂䂪�݂�����Ă��������B�v
�@�ق�̏����ł����䂪�݂�����܂����̂Ńn���}�[�Œ@���C���A���������ꂪ�����ł����B���敔���̍|�Ƀq�r�����Ă��܂��܂����B�A�A�`�`�`�`
�I�I�@
�����ɗ������ł��B�K�b�N���������̂́A�ǂ��V���b�N�ł����B�����ƐT�d�ɍ�Ƃ��邫�������ƂȂ邱�ƂƎv���܂��B���ɗ����̂ł�����A�����ĂȂ�ċ����܂���B
�@�܂��͗����������̃o�t�|���ł��B�v�������ɖڂ����낦�āA���M���ꂷ���Ȃ��悤�ɑf��ŊǗ����܂��B�Q��ނ̃o�t���|���A���͒n�����̃o�t�|���ł����A����̓x���g�T���_�[�̃o�t�Ŋ|���܂����B
�@�����Ŗh�K�ނ�h��܂��B
�@���悢��n�t���ł��B�܂��O���C���_�[�ŔM���オ�肷���Ȃ��悤�Ɏ����̎v���p�x�Őn�̍r�������Ă����܂��B�n�悪�O.�W�`�O.�Xmm�̌����Ŏc��悤�ɍ��܂��B�i���삷����̂ɂ���č�Ƃɂ͈Ⴂ������܂��B�j
�@�����āA��]�u���g���Đn��t���܂����A���̒i�K�Łu�Ԃ肪�v���悩�猳�܂ŕt���悤�ɂ܂����܂��B�������邱�ƂŐn���t���Ȃ����Ƃ��낪�o�Ȃ��悤�ɂ��邻���ł��B�����Đؐn�̖ʂ��ɂ��Ȃ���A�M�̃��C������������ƌ��߂āA�o���邾�����ʂɑz�肵���n�p�Ɏd�グ�܂��B
�@��������茤���ł��B�r�����ʼn�]�u�̖ڂ𗎂Ƃ��A���ʂ���������ƍ��܂��B���̌�A����́A�P�O�O�O�ԁ|�P�T�O�O�ԁ|�Q�O�O�O�ԁ|�U�O�O�O�Ԃƒi�K��ǂ��Č����A�Ō�ɒn���̓܂���o���悤�ɁA���ɂ����u�Œn�������������A�I�������m�D�ŎK���𗎂Ƃ��āA�����������Đ@���グ�A�h�K�܂�h���Ăł�������ł����B�i���̎茤�����A��R�̕��@������悤�ł��B�j
�@�Y��ɗ������̓������i�C�t���ł�������܂����B���ɃZ�����|���Ȃ��Ă�����Ȃ��Y��ȗ�����������Ȃ�āE�E�E�E�B�����ł����B
�@�m�N�̘b�ł́A���u���炢�܂ł̓Z���~�b�N�u�����E�߂ł��ƌ������Ƃł����B���R�̓u�ɂ������K�v�͖����Ƃ����b���܂����B
�@���v�͂P�P���S�O�����w���Ă��܂����B�b��C�s�I���̎��Ԃł��B
�@��͂�x���g�T���_�[���~�����ł��B�������A���𗬂���d�l�̕����L��ō��ł��B�F���̒b���Ƃł͂���Ȃɐݔ��͂���܂���A�P��ʼn��������Ă���镨���K�v�ł��B�܂��A��������~�����ł��B
�@�u������������ō���Ă݂ẮH�v�ƁA�e�����g���Ă����n�T�~��̕��������Ă���܂����B�u����łRmm���炢�̕��͐�܂���B�v�ƁA�����Ă��܂����B
�@������̐���͖�����������܂��A�������̃A�[���������~�͉������ł����Ȃ���A���g���Ă���A���r���̒[������ăA�[����t���邩�A�ʂ̕���p�ӂ��邩�E�E�E�E�B�P��ʼn��������������������ł��ˁA�p�̕����͎g���ĂȂ�����A���������H���悤���ȁH
�@
�@
�e�����g���Ă����Ƃ����n�T�~
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@
�@�@�@�������̃A�[�����o������
�� �� �� �� �i
�@
�m�N�̍�i�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�F���̍�i
�@��i�̎ʐ^�����ĕ�����悤�ɁA�����f�ށA�ʂō�����̂ɁA�F���͏������Ȃ��Ă��܂��܂����B���܂��ɍŏI�i�K�Őn�Ƀq�r�����Ă��܂��{���Ɏc�O�ł����B
�@
�m�N�̔�����̕t���Ă����i
�@����ߒ������Ă���A�ꏏ�ɍ������i���Ă����悤�ɂ��肢�����̂ł����A�b�艮�Ƃ��ċC�ɓ���Ȃ������������āA�X�Ɏ������g���Ă݂����Ǝv���Ă���̂ŁE�E�E�A�Ƃ������ƂŎc�O�Ȃ��甄���ĖႦ�܂���ł����B�����ŁA�����`���ŁA��������M��}���āA����������悤�ɂV���̃i�C�t�𒍕����ė��܂����B�ׂ����d�l���������߂āA�P�Q�����͂��悤�ɐ��삵�Ă���邱�ƂɂȂ�܂����B�҂��������ł��B
�@�����b��������A�����E���E�r�j�|�T�̍|�ƒn�������y�Y�Ƃ��Ă��������A�����ւ̋A�r�ɂ��܂����B�U�R�Okm�A�W���Ԃ̍s���ł��B�ł��A�{���ɂ悢�C�s�ɂȂ�܂����B
�@�ʂ�ہA
�u�F����A����͒b�艮�̂ق�̈ꕔ�ł���
�I�I
�@�܂��܂��������B�v
�ƌ����܂����B�m���ɁA�b���Ƃ̃C���n�E�E�E�̃C�̎��̍ŏ��́u�m�v�̕����������Ă��Ȃ���Ԃ�������܂���B�ł��A��R�̂��Ƃ��w�т܂����B
�@�d���̎��Ԃ������ČF���Ɏ�قǂ����Ă������������ƁA�{���Ɋ��ӂł��B�L���������܂���
�I�I
�@����̍�Ƃł͍���̕���������Ƃ��������Ǝv���Ă��܂��B�܂��͉��x�Ǘ��A�A�E�g�h�A�[�b��͂��̕ӑ�G�c�ł�����A���߂Ȃ���E�E�E�B����̍�Ƃ͖w�ǑS���Â���̒��ł̍�Ƃł����E�E�E�B�܂��͈Â������邽�߂̍H�v�����܂��B����Ȃ��Ö�����������A�����p���č�Ƃ��悤�Ǝv���Ă��܂��B����Ŏ��ȗ��̒b���ƂƂ�����ł��B
�@
�Ō�ɂ�����x�A����܂ł̋L�q�́A�����܂ŌF���̉��߂ɂ��L�q�ł����āA�m���쏊�ɂ͂�����
���ӔC�͂���܂���B���s�R�ȓ_�₲����͌F���̕��ɂ��������B
�i2003.08.30.�j
�b�艮�̕��������
���b��������
�F���̓Ƃ茾
�F���A�j���̕���
�D���ȏ������
���R�A���̃y�[�W
�@
�e�J����̂l�h�c�h�̕���
�@
�����N�̃y�[�W
���ւ�̃y�[�W


 �@
�@
 �@
�@
 �@
�@



