 |
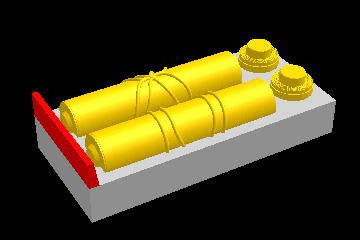
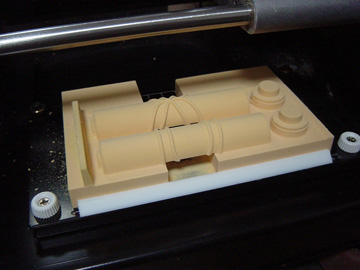
3mmで荒切削/1mmで仕上げ切削を想定した
片面切削用のデータです。
黄色部は製品
グレー部は切削範囲を規定する為の台座
赤部は位置合わせ用の基準
荒切削/仕上げ切削でツール交換しないのであれば
赤部は必要ありません。 |
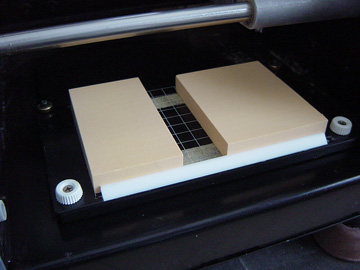 |
何か間違ってZ方向に多少深く切込んでも
ツールとMODELAに負担が掛からないよう
テーブルに製品と同じか
少しやわらかいぐらいの板を貼って
面出ししておきます。
最終的に製品が固定されれば良いので
分断されていても大丈夫 |
 |
基準上面から製品下端の厚みの材料を
面出しした台座に固定 |
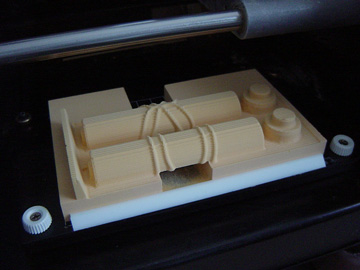 |
位置合わせの儀式のあと、3mmで荒切削。
Z切込み量は少なめにしてます
なぜかというと・・・・ |
 |
Z切込み量を変えるとこんな感じになります。
仕上げ切削するときに一度に削らないといけない量が
全く違います。
「仕上げ切削に使うツールが何mm径で
どのくらいまでがんばれるか」で調整するところです
途中で細いツールに変えるときは
気をつけるポイントです。 |
 |
ツール交換したら位置合わせの儀式を忘れずに。
1mmで仕上げ切削。 |
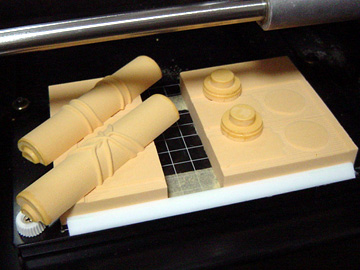 |
完成!
台座にうっすら製品の輪郭が写っているのがわかるでしょうか?
切削深さを製品より少し深めにしておくとバリが残らなくて
きれいに仕上がります。 |